
A hora e a vez dos monomateriais

Durante décadas, a indústria de flexíveis se apoiou em estruturas multimateriais complexas (como PET/Alu/PE, PET/PE, BOPP/PE) para entregar barreira, aparência e processabilidade. Elas funcionaram bem, mas deixaram um passivo: baixa reciclabilidade, incompatibilidade com fluxos de reciclagem existentes e taxas reais de recuperação muito aquém do desejado.
O cenário de 2025–2026 muda o jogo. No Brasil, o novo Decreto Federal nº 12.688/2025 cria um sistema nacional de logística reversa com metas obrigatórias de recuperação e de uso de conteúdo reciclado pós‑consumo em embalagens plásticas. Na Europa, o PPWR exige que toda embalagem seja reciclável na prática e em escala até 2030, com quotas crescentes de reciclado. Ao mesmo tempo, conflitos geopolíticos pressionam custos de energia e matérias‑primas, estimulando a redução de dependência de resinas virgens e alumínio.
É exatamente nesse cruzamento que o monomaterial com barreira – com ou sem EVOH – ganha relevância: permite embalagens alinhadas aos fluxos de reciclagem (PE‑com‑PE, PP‑com‑PP), com potencial elevado de uso de reciclado, sem abrir mão de níveis de barreira cada vez mais próximos dos laminados tradicionais.
O que é, na prática, uma embalagem monomaterial
Do ponto de vista da reciclagem, monomaterial é a embalagem cuja “espinha dorsal” é um único polímero, claramente associado a um fluxo de reciclagem: “tudo PE” ou “tudo PP”, por exemplo.
Em flexíveis, isso se traduz em:
- Estruturas “all‑PE”: combinações de LLDPE, LDPE, HDPE, mLLDPE, PE metalocênico e PE de alta barreira, em coextrusões ou laminações, sem PET, PA ou alumínio.
- Estruturas “all‑PP”: combinações de BOPP, CPP e outros graus de PP, também sem PA, PET ou camadas incompatíveis.
- Sistemas de barreira baseados em revestimentos ultrafinos compatíveis com o polímero de base, em espessuras que não comprometem a reciclabilidade.
Monomaterial com barreira é, portanto, um pacote tecnológico: resinas, aditivos, orientação (MDO/BOPP), EVOH quando necessário e coatings são orquestrados para entregar barreira, selagem, rigidez, aparência, processabilidade e impressão compatíveis com a aplicação, mantendo a embalagem “legível” para a reciclagem.
Leis, acordos e guerra: por que o timing é agora
Leis brasileiras e metas de reciclado
O Decreto nº 12.688/2025 tira a logística reversa do discurso e coloca metas objetivas de recuperação e conteúdo reciclado em embalagens plásticas, monitoradas por sistemas digitais de rastreabilidade. Para quem usa flexíveis, isso significa:
- Metas anuais de recuperação proporcionais à massa de embalagens colocadas no mercado.
- Metas crescentes de conteúdo reciclado pós‑consumo em novas embalagens até 2040.
- Necessidade de comprovar, com dados, o cumprimento dessas metas.
Estruturas monomaterial facilitam esse caminho. É mais simples recolher, separar e reciclar fluxos claros de “flexível PE” ou “flexível PP” e voltar esse PCR para novas embalagens com propriedades previsíveis.
PPWR, UE–Mercosul e acesso a mercados
Na União Europeia, o PPWR estabelece que embalagens devem ser recicláveis “na prática e em escala” até 2030, além de cumprir quotas de reciclado. Exportadores brasileiros de alimentos, cosméticos, químicos e fármacos precisarão provar a reciclabilidade e o teor de reciclado de suas embalagens.
Estruturas “all‑PE” e “all‑PP” com barreira – muitas vezes com EVOH em baixos teores – são naturalmente alinhadas a esse cenário: facilitam certificações de reciclabilidade e o cumprimento de quotas. Em síntese, monomaterial é o idioma que o Brasil precisa falar para capturar todo o potencial do acordo UE–Mercosul.
Guerra, energia e matérias‑primas
Conflitos recentes têm afetado cadeias de energia, mineração e logística, aumentando a volatilidade de custos de alumínio, resinas e insumos químicos. Estruturas que dependem fortemente de alumínio ou filmes especiais importados ficam mais expostas a esse cenário, ao passo que grandes varejistas pressionam por menor pegada de carbono.
Monomateriais de PE ou PP, com barreira fornecida por EVOH e/ou coatings recicláveis, reduzem ou eliminam camadas metálicas e complexas. Resultado: estruturas mais simples, menos intensivas em energia e menos vulneráveis a choques geopolíticos.
Como se constrói um monomaterial de alta barreira
Blocos de construção
Nos flexíveis, os “blocos” típicos são:
- All‑PE
- Selagem: LLDPE, mLLDPE, PE metalocênico, otimizados para hot‑tack e alta velocidade.
- Estrutura: HDPE e blends para rigidez e resistência mecânica.
- Barreira: MDO‑PE, camadas de PE de alta barreira e/ou recebedores de coatings ou EVOH.
- All‑PP
- Imagem: BOPP tratado para impressão, brilho e estabilidade térmica.
- Selagem: CPP para termoselagem rápida, resistência a gordura e temperatura.
- Barreira: BOPP de alta barreira, com coatings ou EVOH, para reduzir OTR e WVTR.
- Coatings de barreira
- Revestimentos à base de água (acrílicos, PVOH, híbridos) aplicados em camadas ultrafinas.
- Nano‑revestimentos que elevam a barreira com impacto mínimo em reciclabilidade.
Monomaterial com EVOH: o “coração” da alta barreira
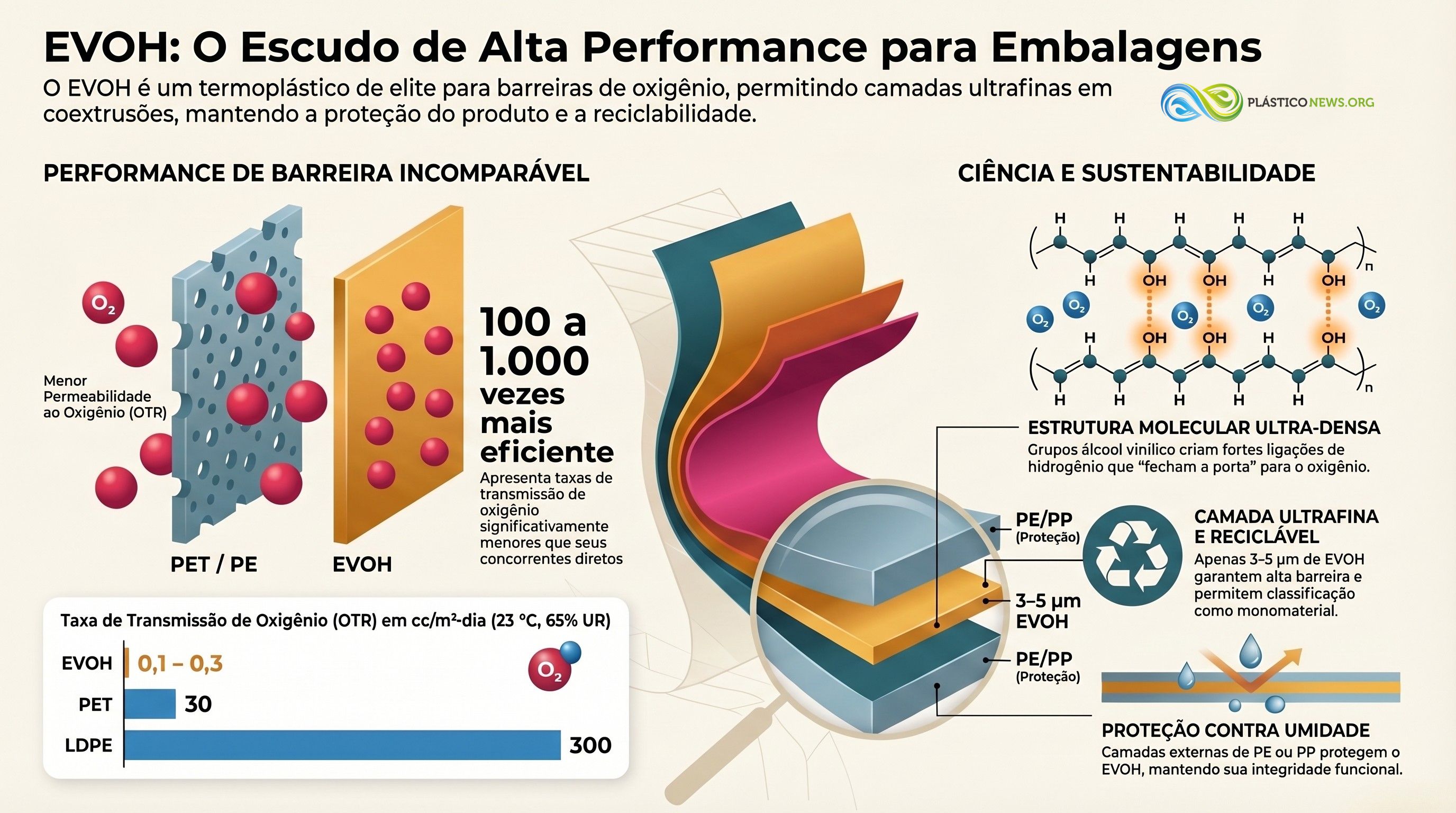
Para alimentos sensíveis ao oxigênio, o EVOH continua sendo o coração da barreira. Camadas ultrafinas de EVOH coextrudadas entre PE ou PP (estruturas como PE/EVOH/PE ou PP/EVOH/PP) atingem níveis de OTR comparáveis a laminados complexos, sem deixar de ser, do ponto de vista prático, monomateriais – desde que o teor de EVOH seja baixo (tipicamente 2–5%) e bem encapsulado.
A lógica é simples:
- EVOH em baixa porcentagem para não atrapalhar reciclagem nem processabilidade.
- Estrutura “sandwich” com PE ou PP protegendo o EVOH da umidade.
- Compatibilizantes, quando necessários, para preservar a qualidade do PCR.
Isso viabiliza pouches, flow packs e sacarias “all‑PE” ou “all‑PP” com alta barreira e vida de prateleira robusta, alinhados às exigências legais brasileiras e aos requisitos de reciclabilidade europeus.
BOX TÉCNICO – Por que o EVOH é uma barreira tão forte?
Estruturas típicas
Algumas arquiteturas começam a se tornar padrão:
- Stand‑up pouch all‑PE com EVOH/coating:
- Externo: PE rígido (muitas vezes MDO‑PE) para aparência e impressão.
- Meio: PE com EVOH coextrudado e/ou recebedor de coating de barreira.
- Interno: LLDPE ou mLLDPE de selagem.
- Flow pack all‑PP para snacks:
- Externo: BOPP impresso.
- Meio: BOPP de barreira com EVOH ou coating.
- Interno: CPP de selagem rápida.
- Refis flexíveis (home & personal care):
- Estruturas all‑PE ou all‑PP ajustadas para resistência química, flexibilidade e, quando necessário, barreira moderada via EVOH fino ou coatings.
Em todos os casos, camadas estruturais podem receber percentuais relevantes de PCR, ajudando a cumprir metas legais de conteúdo reciclado sem sacrificar desempenho.
Onde o monomaterial já mostra força
O monomaterial com barreira já é realidade em diversos segmentos:
- Alimentos secos e snacks (biscoitos, snacks salgados, cereais, cafés, chás): all‑PE ou all‑PP com EVOH/coatings substituindo PET/Alu/PE e BOPP/metalizado/PE.
- Petfood: pouches e sacos PE/EVOH/PE ou PP/EVOH/PP, combinando alta barreira a oxigênio e odores com boa resistência mecânica.
- Higiene e limpeza: refis monomaterial, com barreira moderada a aroma e umidade, priorizando reciclabilidade.
- Cosméticos e dermocosméticos: sachês e refis em PP ou PE de barreira média, com posicionamento forte de sustentabilidade.
- Farináceos e panificados: soluções all‑PE com barreira à umidade e oxigênio ajustada via MDO, coatings e, quando necessário, EVOH fino.
Casos de marcas que migraram para monomaterial com barreira e se posicionaram como referência em sustentabilidade já aparecem em alimentos naturais, cafés especiais e petfood premium – e tendem a se multiplicar.
O que muda para a cadeia brasileira
Para a cadeia de plásticos e flexíveis no Brasil – resineiros, convertedores, donos de marca e varejo – o monomaterial traz um pacote de ganhos:
- Conformidade mais simples com PNRS, Decreto 12.688/2025 e sistemas de logística reversa.
- Acesso facilitado a mercados regulados como a União Europeia sob o PPWR.
- Menor exposição a volatilidade de alumínio e filmes especiais importados.
- Oportunidade de construir ecossistemas circulares regionais de PE e PP flexível, em que o PCR gerado localmente alimenta a própria demanda local.
Para os convertedores, há uma janela competitiva clara: quem dominar formulações (com e sem EVOH), processos (coextrusão, MDO, coating) e certificações de reciclabilidade ficará em posição privilegiada na disputa por grandes contas de alimentos, petfood, personal care e pharma – no Brasil e nas exportações.
Desafios e próximos passos
A transição não é trivial. Laminados clássicos ainda entregam, de forma direta, barreira máxima e rigidez em nichos extremos. Monomateriais exigem investimento em P&D, testes de shelf life, ajustes de linhas de envase e trabalho conjunto com fornecedores de resinas, EVOH e coatings, além de certificações específicas em diferentes mercados.
Também é fato que a infraestrutura de coleta e reciclagem de flexíveis no Brasil ainda é desigual, o que torna essencial a integração com sistemas de logística reversa, cooperativas e catadores, e a padronização de estruturas para ganhar escala.
Apesar disso, a direção está traçada: o mercado global de barreira para flexíveis migra para coatings à base de água, nano‑revestimentos e sistemas monomaterial recicláveis, com crescimento projetado até meados da próxima década. Estudos de “mono‑material barrier packaging” apontam um ciclo prolongado de expansão, puxado por regulações e pressão de consumidores por soluções mais sustentáveis e circulares.
Para o leitor de Plasticonews.org, a mensagem é direta: a hora e a vez do monomaterial – inclusive com EVOH – não é um slogan de marketing, mas um ponto de inflexão estratégico. A questão deixou de ser se a sua empresa vai migrar, e passou a ser quando, com qual arquitetura de materiais e ao lado de quais parceiros tecnológicos.



